





圆压圆型不干胶标签印刷加工中的排废工艺有几种排废方法?
2023-02-27 11:37:08.0 来源: 赛诺不干胶材料 责编:覃子喻
- 摘要:
- 以上列举了几种排废方法,目的是解决高速生产中的纸边断製和标签粘连问题。应该指出,造成上述问题的原因很多,应该从多方面找原因解决,最后采用变化排废的方法解决问题。


【CPP114】讯:不干胶材料——平压平式模切由于机器速度较慢,模切时纸边断裂或标签排不下来等故障反映不明显, 所以在排废方式上基本上只有一种方法,即在牵引辊上排废, 牵引辊的位置和直径是固定的。而圆压圆模切由于速度快,排废问题如处理不好,会影响正常生产。 目前圆压圆模切排废方法有以下几种。
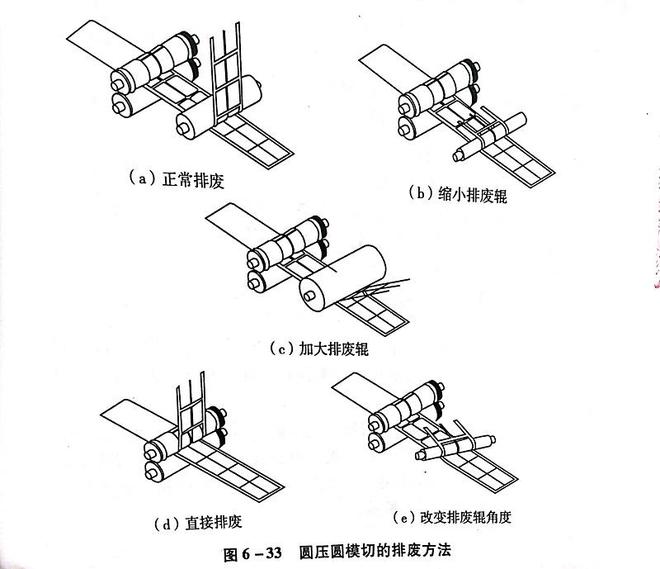
①正常排废。见图6-33(a)。是大多数材料正常排废时的结构安排。
②缩小排废辊。见图6-33(b)。缩小排废可加大纸边的排废角,当标签同纸边粘连一同剥离时,这种安排可改善排废状况,增加标签在底纸上的稳定性。
③加大排废辊。见图6-33(c)。当纸边经常出现断裂时,加大排废铝可增加对纸边的支撑,改善纸边的受力情况,使纸边容易地从底纸上剥离并且不易断裂。
④直接排废法。 见图6-33(d)。是一种被动的、特殊情况下才采用的方法。 当标签同排废边一同剁离,无法解决时,这样安排可解决點合剂回流、渗透、同纸边粘连问题。模切后立刻去掉纸边,不留给黏合剂向标签外围流动的时间。
这是一种很有效的方法,但很容易造成纸边断裂、纸边缠绕到模切银上,或黏合剂粘到模切刀上,从而损坏模切辑, 所以是最后的选择。 一般情况下应更换模切性能好的材料解决这类问题。
⑤改变排废辊角度。见图6-33(e)。有时通过改变排度银角度的方法也能解决纸边断裂和标签粘连问题。图中可看出纸边从卷筒纸一侧倾斜排废, 这样比平行排废容易。对于涂硅不好、剥离力大的材料这样安排有利于快速排废。
以上列举了几种排废方法,目的是解决高速生产中的纸边断製和标签粘连问题。应该指出,造成上述问题的原因很多,应该从多方面找原因解决,最后采用变化排废的方法解决问题。


 【我要印】印刷厂与需方印务对接,海量印刷订单供您任意选择。
【我要印】印刷厂与需方印务对接,海量印刷订单供您任意选择。 【cpp114】印刷机械、零配件供求信息对接,让客户方便找到您。
【cpp114】印刷机械、零配件供求信息对接,让客户方便找到您。- 【我的耗材】采购低于市场价5%-20%的印刷耗材,为您节省成本。
- 【印东印西】全国领先的印刷品网上采购商城,让印刷不花钱。




- 关于我们|联系方式|诚聘英才|帮助中心|意见反馈|版权声明|媒体秀|渠道代理
- 沪ICP备18018458号-3法律支持:上海市富兰德林律师事务所
- Copyright © 2019上海印搜文化传媒股份有限公司 电话:18816622098